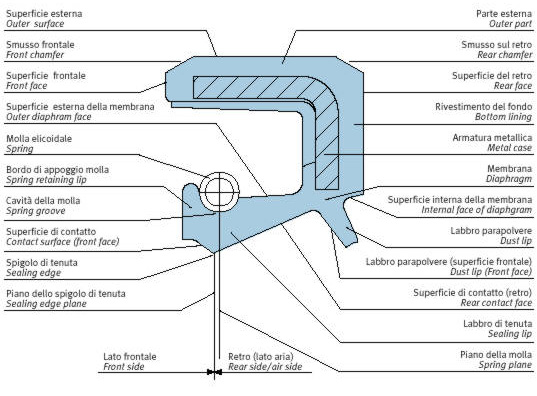
- The sealing lip, consisting of a flexible membrane ending in an edge, made of elastomeric material, designed to wrap around the shaft and thus exert a sealing action (Par. 2.1)
- The metal case, designed to provide the shaft seal with the necessary rigidity for a stable coupling with the relative housing bore (Par. 2.2)
- The Garter spring, acting as a complement to the fundamental action of the sealing lip (Par. 2.3).
2.1 Materials used for the sealing lip
The material used for the sealing lip is a mixture of one or more basic elastomers and a variety of ingredients, such as: reinforcing fillers, plasticizers, antioxidants, accelerators, etc. This is for the purpose of providing it with certain properties, such as:
- Compatibility with the fluid contacted
- High degree of elasticity
- Wear resistance
- Low friction coefficient.
A familiarity with the materials is essential to help the designing specialist make the proper selection of the most suitable materials for the application of interest. The main qualities of the compounds ROLF uses for producing its shaft seals are:
NBR
ACM
MVQ
FPM
HNBR
EPDM |
nitrile rubber
polyacrilic rubber
silicon rubber
fluorinated rubber
hydrogenated nitrile rubber
ethylene-propylene rubber |
(acrylonitrile-butadiene)
(polyacrylate)
(polysiloxane)
(vynilidene-fluoridehexafluoropropene)
(acrylonitrile-hydrogenated butadiene)
(ethylene-propylene) |
(Identification according to the ISO R 1629 standard of March, 1971).
NBR - Nitrile rubber
The most widely used elastomer in most current applications. It is particularly recommended in case of contact with:
- Paraffin-based (aliphatic) oils
- Mineral oils and fats (oils for engines, gearboxes, differentials, etc.)
- Hydraulic oils
- Water and aqueous solutions (lyes).
The temperature range varies from -30°C to + 120°C.
ACM - Polyacrylic rubber
This elastomer is recommend for use with:
- engine oils even if containing additives and sulfur
- transmission oils
- hydraulic oils.
The temperature range varies from -25°C to + 150°C.
MVQ - Siliconic rubber
Due to its chemical composition (high molecular weight chains of appropriately modified polysiloxanes), this series is particularly resistant toward atmospheric agents, light and ozone. It also exhibits an excellent high- and low-temperature resistance, so that its field of application covers a broad range. Despite its less than fully satisfactory tear and abrasion strength, its low friction coefficient amply compensates for the relative effect. It is recommended for:
- resistance to atmospheric agents, ozone, etc.
- mineral oils
- glycol-based fluids.
Never use with petrols.
The temperature range varies from -55°C to + 180°C.
FPM - Fluorinated rubber
This elastomer has exceptional heat and chemical resistance. Its properties remain indefinitely stable up to about 200°C. It offers excellent performances in contact with:
- aliphatic hydrocarbons
- aromatic hydrocarbons (toluene, benzene, xylene)
- vegetable and mineral oils and fats, even if containing additives
- chlorinated solvents
- ozone
- light and atmospheric agents.
The temperature range is from -30°C to + 200°C.
HNBR - Hydrogenated nitrile rubber
The chemical structure of this elastomer (obtained by hydrogenating an appropriate type of NBR nitrile rubber) allows achieving, especially if vulcanized with a peroxide system, an average heat resistance 30°C above that of nitrile rubber, and an excellent abrasion resistance.
Its resistance to oils and solvents is on average slightly superior to that of nitrile rubber, except for special cases. It is therefore recommended for:
- heat resistance
- ozone resistance
- abrasion resistance.
The temperature range is from -40°C to + 150°C.
EPDM - Ethylene-propylene rubber
This rubber is based on ethylene-propylene plus a third (diene) monomer which allows its reticulation with sulphur. Due to its chemical structure, it has a peculiar resistance to fluids such as water and steam and environments such as ozone, which recommends its use for:
- water, up to boiling point
- steam
- particular hydraulic systems, such as braking systems
- ozone
- atmospheric agents
- bases
- polar solvents at ambient temperature.
The temperature range is from -50°C to + 150°C.
2.1.1 - Thermal expansion of elastomers
The thermal expansion coefficients of elastomers are decidedly superior to those of metals (see Table below). It is impossible, therefore, to merely consider the geometric shape of a shaft seal and its total radial load at ambient temperature, because its operating conditions and lifetime may substantially vary, depending on the change of the modulus of elasticity induced by a temperature change.
| Material |
Thermal expansion coeff in m/m°C-1 |
| Steel |
12 x 10-6 |
| Aluminium |
24 x 10-6 |
| Brass |
18 x 10-6 |
| 73 NBR 004 |
110 x 10-6 |
| 70 ACM 301 |
100 x 10-6 |
| 70 EPDM 601 |
170 x 10-6 |
| 75 HNBR 103 |
115 x 10-6 |
| 80 MVQ 501 |
180 x 10-6 |
| 73 FPM 401 |
150 x 10-6 |
2.2 Metal case
Its function is to offer the shaft seal the necessary rigidity to enable a stable coupling with its relative housing seating. With reference to the elastomer, it may be of an inner (see par. 2.2.1), an outer (see par. 2.2.2) or a part-coated type (see par. 2.2.3).
2.2.1 - Inner metal case
This solution includes the following advantages:
- It eliminates the risk of corrosion
- It avoids damaging the seating, even if made of a light alloy, thus affording a better opportunity of substitutions without damages.
2.2.2 - Outer metal case
This type of case was designed for applications requiring high pulling forces and automated motions based on magnetic systems. In time, it has also been shown that in order to achieve a reliable seal, a ground outer finish and a finely machined seating was needed in addition to the use of sealing materials. Its cost was considerably higher than that of a coated type. It was therefore decided to use it only in combination with high-quality compounds, where most of the cost increase is compensated by the savings in elastomer materials.
At any rate, ROLF solved the problem by producing its seals with their outer surface coated only up to half of its height, as detailed below.
2.2.3 - Part-coated metal case
This solution involves coating the outer case up to about half of its height. This coating is a result of vulcanization and can be plain or corrugated to better fit the assembly forces required by the customers.
The resulting advantages are:
- excellent locking-in in the housing
- savings of high-quality materials
- ease of assembly
- safety in operation
This type of locking is advisable for projects requiring a particularly challenging application.
2.2.4 - Nature of the materials used for the case
In its standard version the metal case consists of a medium/deep draw steel sheet according to the UNI EN10130 or DIN 1624 standards, of a thickness commensurate with the size of the shaft seal. Where a resistance to corrosive fluids is required, it can be supplied as made from
- Stainless steel, to DIN 17440/tab. 1.54401 or AFNOR Z6 CND 17.11 standards (ex AISI 316)
- Brass, to UNI 4894 standards.
2.3 Spring
The spring has a function that is complementary to the fundamental action provided by the sealing lips. In fact, heat, mechanical deformation and chemical action of the fluids affect the original properties of the rubber. As a result, the original radial force exerted by the sealing element tends to decrease. The function of the spring is to counteract this tendency. The spring is a closely wound helical spring in toric form and possesses a calculated initial pre-loadinging force. This is supplemented by a stabilizing heat treatment performed at a higher temperature than the operating one, which makes it possible to achieve:
- at the design stage: the safety of using the most suitable radial force for the expected application,
- at the operating stage: a guaranteed stability of the radial force itself. The temperature effect actually determines, in the course of time, not merely an alteration of the rubber's original characteristics, but also a decrease of the mechanical properties of the steel constituting the spring.
2.3.1 - Nature of the materials constituting the spring
The choice of the materials constituting the spring depends on the type of fluid the Garter spring comes in contact with. In the standard version it consist of a phosphatized, high strength piano wire steel to UNI 3823 or DIN 17223 standards. The standard springs undergo a programmed bedding-in process which allows a precise evaluation of the radial force at the design stage. The use of springs of different material may be considered for particular applications. For instance, in cases requiring a seal against corrosive liquids such as seawater, detergent or acid solutions, a stainless steel spring can be employed, conforming to the following standards:
- DIN 17007 Table 2: 1,4300 or AFNOR Z10 CN 18.09 (ex AISI 302)
- DIN 17007 Table 2: 1,4401 or AFNOR Z6 CND17.11 (ex AISI 316)
- DIN 17007 Table 2: 1,4571 or AFNOR Z8 CNDT 17.12
The use of phosphorous bronze springs, while having the same chemical resistance as stainless steels, is not recommended because of the instability of its dimensional characteristics and the uneven decay of its load capacity. |